Come promesso, Plaxtech ci ha inviato qualche informazione più dettagliata sull'impianto Roteax per lo stampaggio in bassa pressione di plastiche eterogenee provenienti dalla raccolta differenziata dei rifiuti. La tecnologia messa a punto dall'azienda friulana, testata per tre anni, consente di “riciclare il prodotto già riciclato” e generare, in tal modo, un processo a ciclo chiuso, con benefici in termini di impatto ambientale del processo.
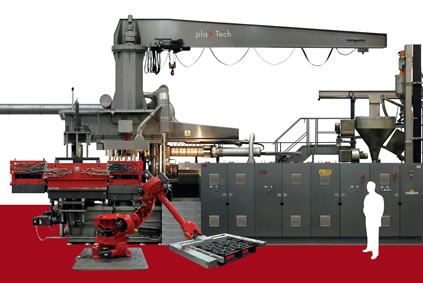
La linea, lunga indicativamente 16 metri e larga 6 (con altezza compresa tra 6,5 e 7 metri), è in grado di produrre 4 prodotti diversi fra loro per peso e forma, grazie ad uno stampo rotante. Il principio base è l’iniezione a bassissima pressione, con più punti di iniezione, utilizzando ugelli smaterozzatori di ampio passaggio. Ciò rende possibile la trasformazione e l’omogeneizzazione delle plastiche con estrusori monovite appositamente progettati.
L'impianto può essere suddiviso in quattro unità funzionali:
- Basamento con centraline oleodinamiche, motori, riduttori e refrigeratori.
- Gruppo di miscelazione e plastificazione, con estrusore, ventilatori, collettore e testa di accumulo.
- Gruppo di chiusura, comprendente stampi, sistema di iniezione e di estrazione.
- Gruppo elettrico/elettronico con quadro generale.
Le materie prime sono dosate in continuo con controllo gravimetrico. Si tratta di diverse tipologie di cariche, sia in polvere che in granulo, nonché scaglie e addensati, compresi gli sfridi macinati provenienti dal pre-consumo industriale. Un estrusore monovite procede a miscelare, fluidificare e plastificare la miscela, effettua il degasaggio, amalgama e omogeneizza il materiale con le cariche e gli additivi eventualmente presenti, per poi trasferire il fuso alla testa di accumulo.
La testa di accumulo funge da serbatoio della miscela di prodotto da iniettare nello stampo. L'azione premente è data da un pistone, comandato elettricamente o con sistema oleodinamico, regolato durante la fase di carico da una pressione residua per ridurre la presenza di gas nella massa. Per questa ragione, ha possibilità di degasaggio. La testa di accumulo è collegata, attraverso uno speciale giunto di dilatazione, al gruppo di iniezione comandato da una speciale valvola elettronica di controllo che permette di sequenziare la fase di iniezione in funzione del tipo di manufatto da stampare.
Il gruppo di alimentazione è composto da un collettore che alimenta in modo equilibrato la camera calda per mezzo di una valvola otturatrice. Il collettore centrale convoglia il materiale presente nella testa d’accumulo alla camera calda, in modo da mantenere costante la pressione all'interno.
Il gruppo di iniezione è di tipo sequenziale, con azionamento oleodinamico: attraverso speciali ugelli smaterozzatori lo stampo viene riempito n bassa pressione. Tutto il sistema è controllato elettronicamente: fase di riempimento, temperature e pressioni, sequenza di apertura degli otturatori degli iniettori.
Il gruppo di chiusura verticale fornisce la pressione necessaria a mantenere chiuso lo stampo nella fase di iniezione, compattazione e raffreddamento. E' composto da 2 semipiani uniti da 3 colonne; la spinta assiale verticale è prodotta dai cilindri oleodinamici inferiori. La terza colonna (centrale) costituisce anche l’asse di rotazione della struttura porta stampi.
 Gli stampi, in alluminio con inserti in acciaio, sono posti su una stazione rotante a quattro postazioni, che lavora con cicli di rotazione di 90°, mossa da motori brushless e riduttori epicicloidali. La posizione 1 è identificata con la pressa, la 2 e 3 sono posizioni di raffreddamento a stampo chiuso, la 4 corrisponde alla posizione di apertura stampo ed estrazione del manufatto. I porta stampi possono avere dimensioni fino a 2000x2000 mm e sono progettati per sostenere un peso di 80 tonnellate. Al termine del ciclo, i pezzi vengono prelevati da un robot antropomorfo e deposti a bordo impianto.
Gli stampi, in alluminio con inserti in acciaio, sono posti su una stazione rotante a quattro postazioni, che lavora con cicli di rotazione di 90°, mossa da motori brushless e riduttori epicicloidali. La posizione 1 è identificata con la pressa, la 2 e 3 sono posizioni di raffreddamento a stampo chiuso, la 4 corrisponde alla posizione di apertura stampo ed estrazione del manufatto. I porta stampi possono avere dimensioni fino a 2000x2000 mm e sono progettati per sostenere un peso di 80 tonnellate. Al termine del ciclo, i pezzi vengono prelevati da un robot antropomorfo e deposti a bordo impianto.
L'azionamento della linea è affidato a un motore principale, con encoder e tecnologia a inverter per ottimizzare i consumi energetici e garantire al gruppo di plastificazione adeguata coppia; in alternativa possono essere installati motori torque ad alta efficienza energetica.
Il controllo dell'impianto è gestito da un'unità in grado di seguire tutte le fasi operative del processo: stampaggio, pressioni, temperature e sicurezze. Il software di gestione, appositamente sviluppato per questa applicazione, verifica in automatico i parametri di processo evidenziando eventuali anomalie provocate dalla variabilità della materia prima utilizzata. Il pannello di controllo con monitor LCD touch screen a 19” pollici, consente la visione grafica dell'impianto ed i punti soggetti a continuo controllo (diagnostico), comprese le protezioni antinfortunistiche; sono anche previste funzioni di manutenzione preventiva ordinaria e di lubrificazione.
Plaxtech proporrà gli impianti in tre serie (small, medium e large), con due diverse altezze per 6 diversi formati degli stampi:
- Serie Small 1000: dimensione dello stampo rispettivamente di 1000x1000x1200/700 (versione Alta) e 1000x1000x700/200 (Bassa), con peso di 5 ton, per manufatti di dimensione massima pari a 700x700x700/200 mm.
- Serie Medium 1500: stampo rispettivamente di 1500x1500x1200/700 (Alta) e 1500x1500x700/200 (Bassa), con peso fino a 10 ton, per manufatti di dimensione massima pari a 1.200x1.200x700/200 mm.
- Serie Large 2000: stampo rispettivamente di 2000x2000x1200/700 (Alta) e 2000x2000x700/200 (Bassa), con peso fino a 10 ton, per manufatti di dimensione massima pari a 1.700x1.700x700/200 mm.
Roteax può essere alimentato sia con poliolefine omogenee (PP-LDPE-HDPE) sia con un mix di poliolefine eterogenee. In base ai test e alle esperienze produttive, Plaxtech ha messo a punto tre basi di miscele plastiche eterogenee su base poliolefinica (UNI 10667-16) eco-re-mix (ecological recycling mixtures), che possono essere utilizzate in funzione delle caratteristiche dei prodotti desiderati: base morbida (eco remix flexy), media (eco remix plax) e rigida (eco remix rigid).
 Oltre all'impianto, Plaxtech è in grado di fornire ai trasformatori servizi di supporto, che comprendono l'analisi delle materie prime seconde, l'ingegnerizzazione di nuovi prodotti con simulazione 3D, analisi di flusso e FEM, progettazione e realizzazione di camere calde e stampi, fino alla completa assistenza tecnica, sia al macchinario che al processo di produzione. La società è anche in grado di fornire assistenza alla certificazione di di conformità “prodotti verdi”.
Oltre all'impianto, Plaxtech è in grado di fornire ai trasformatori servizi di supporto, che comprendono l'analisi delle materie prime seconde, l'ingegnerizzazione di nuovi prodotti con simulazione 3D, analisi di flusso e FEM, progettazione e realizzazione di camere calde e stampi, fino alla completa assistenza tecnica, sia al macchinario che al processo di produzione. La società è anche in grado di fornire assistenza alla certificazione di di conformità “prodotti verdi”.
Per quanto concerne il potenziale applicativo, si va dagli arredi urbani agli articoli per la viabilità e il giardinaggio, dalle barriere stradali e ferroviarie (fonoassorbenti) a parchi gioco e strutture ludiche, pavimentazioni per esterni. Ma volendo si possono produrre anche contenitori per rifiuti, imballaggi industriali per la movimentazione e il trasporto, prodotti per florovivaistica, componenti per l’edilizia.
La capacità produttiva può arrivare a 3000 kg/h in plastificazione. Secondo il costruttore friulano, ipotizzando un ciclo di lavoro da 60 a 90 battute/ora per 24 ore lavorative, 300 giorni l'anno, la produttività si situa tra 430.000 e 650.000 stampate. Per la gestione si prevede un impegno di 2 persone per turno su tre turni giornalieri.
Vedi anche: "Stampaggio di plastiche miste"
27 aprile 2010 09:30
Ecco come è fatto l'impianto per lo stampaggio di poliolefine eterogenee presentato nei giorni scorsi da Plaxtech.Come promesso, Plaxtech ci ha inviato qualche informazione più dettagliata sull'impianto Roteax per lo stampaggio in bassa pressione di plastiche eterogenee provenienti dalla raccolta differenziata dei rifiuti. La tecnologia messa a punto dall'azienda friulana, testata per tre anni, consente di “riciclare il prodotto già riciclato” e generare, in tal modo, un processo a ciclo chiuso, con benefici in termini di impatto ambientale del processo.
La linea, lunga indicativamente 16 metri e larga 6 (con altezza compresa tra 6,5 e 7 metri), è in grado di produrre 4 prodotti diversi fra loro per peso e forma, grazie ad uno stampo rotante. Il principio base è l’iniezione a bassissima pressione, con più punti di iniezione, utilizzando ugelli smaterozzatori di ampio passaggio. Ciò rende possibile la trasformazione e l’omogeneizzazione delle plastiche con estrusori monovite appositamente progettati.
L'impianto può essere suddiviso in quattro unità funzionali:
- Basamento con centraline oleodinamiche, motori, riduttori e refrigeratori.
- Gruppo di miscelazione e plastificazione, con estrusore, ventilatori, collettore e testa di accumulo.
- Gruppo di chiusura, comprendente stampi, sistema di iniezione e di estrazione.
- Gruppo elettrico/elettronico con quadro generale.
Le materie prime sono dosate in continuo con controllo gravimetrico. Si tratta di diverse tipologie di cariche, sia in polvere che in granulo, nonché scaglie e addensati, compresi gli sfridi macinati provenienti dal pre-consumo industriale. Un estrusore monovite procede a miscelare, fluidificare e plastificare la miscela, effettua il degasaggio, amalgama e omogeneizza il materiale con le cariche e gli additivi eventualmente presenti, per poi trasferire il fuso alla testa di accumulo.
La testa di accumulo funge da serbatoio della miscela di prodotto da iniettare nello stampo. L'azione premente è data da un pistone, comandato elettricamente o con sistema oleodinamico, regolato durante la fase di carico da una pressione residua per ridurre la presenza di gas nella massa. Per questa ragione, ha possibilità di degasaggio. La testa di accumulo è collegata, attraverso uno speciale giunto di dilatazione, al gruppo di iniezione comandato da una speciale valvola elettronica di controllo che permette di sequenziare la fase di iniezione in funzione del tipo di manufatto da stampare.
Il gruppo di alimentazione è composto da un collettore che alimenta in modo equilibrato la camera calda per mezzo di una valvola otturatrice. Il collettore centrale convoglia il materiale presente nella testa d’accumulo alla camera calda, in modo da mantenere costante la pressione all'interno.
Il gruppo di iniezione è di tipo sequenziale, con azionamento oleodinamico: attraverso speciali ugelli smaterozzatori lo stampo viene riempito n bassa pressione. Tutto il sistema è controllato elettronicamente: fase di riempimento, temperature e pressioni, sequenza di apertura degli otturatori degli iniettori.
Il gruppo di chiusura verticale fornisce la pressione necessaria a mantenere chiuso lo stampo nella fase di iniezione, compattazione e raffreddamento. E' composto da 2 semipiani uniti da 3 colonne; la spinta assiale verticale è prodotta dai cilindri oleodinamici inferiori. La terza colonna (centrale) costituisce anche l’asse di rotazione della struttura porta stampi.
 Gli stampi, in alluminio con inserti in acciaio, sono posti su una stazione rotante a quattro postazioni, che lavora con cicli di rotazione di 90°, mossa da motori brushless e riduttori epicicloidali. La posizione 1 è identificata con la pressa, la 2 e 3 sono posizioni di raffreddamento a stampo chiuso, la 4 corrisponde alla posizione di apertura stampo ed estrazione del manufatto. I porta stampi possono avere dimensioni fino a 2000x2000 mm e sono progettati per sostenere un peso di 80 tonnellate. Al termine del ciclo, i pezzi vengono prelevati da un robot antropomorfo e deposti a bordo impianto.
Gli stampi, in alluminio con inserti in acciaio, sono posti su una stazione rotante a quattro postazioni, che lavora con cicli di rotazione di 90°, mossa da motori brushless e riduttori epicicloidali. La posizione 1 è identificata con la pressa, la 2 e 3 sono posizioni di raffreddamento a stampo chiuso, la 4 corrisponde alla posizione di apertura stampo ed estrazione del manufatto. I porta stampi possono avere dimensioni fino a 2000x2000 mm e sono progettati per sostenere un peso di 80 tonnellate. Al termine del ciclo, i pezzi vengono prelevati da un robot antropomorfo e deposti a bordo impianto.
L'azionamento della linea è affidato a un motore principale, con encoder e tecnologia a inverter per ottimizzare i consumi energetici e garantire al gruppo di plastificazione adeguata coppia; in alternativa possono essere installati motori torque ad alta efficienza energetica.
Il controllo dell'impianto è gestito da un'unità in grado di seguire tutte le fasi operative del processo: stampaggio, pressioni, temperature e sicurezze. Il software di gestione, appositamente sviluppato per questa applicazione, verifica in automatico i parametri di processo evidenziando eventuali anomalie provocate dalla variabilità della materia prima utilizzata. Il pannello di controllo con monitor LCD touch screen a 19” pollici, consente la visione grafica dell'impianto ed i punti soggetti a continuo controllo (diagnostico), comprese le protezioni antinfortunistiche; sono anche previste funzioni di manutenzione preventiva ordinaria e di lubrificazione.
Plaxtech proporrà gli impianti in tre serie (small, medium e large), con due diverse altezze per 6 diversi formati degli stampi:
- Serie Small 1000: dimensione dello stampo rispettivamente di 1000x1000x1200/700 (versione Alta) e 1000x1000x700/200 (Bassa), con peso di 5 ton, per manufatti di dimensione massima pari a 700x700x700/200 mm.
- Serie Medium 1500: stampo rispettivamente di 1500x1500x1200/700 (Alta) e 1500x1500x700/200 (Bassa), con peso fino a 10 ton, per manufatti di dimensione massima pari a 1.200x1.200x700/200 mm.
- Serie Large 2000: stampo rispettivamente di 2000x2000x1200/700 (Alta) e 2000x2000x700/200 (Bassa), con peso fino a 10 ton, per manufatti di dimensione massima pari a 1.700x1.700x700/200 mm.
Roteax può essere alimentato sia con poliolefine omogenee (PP-LDPE-HDPE) sia con un mix di poliolefine eterogenee. In base ai test e alle esperienze produttive, Plaxtech ha messo a punto tre basi di miscele plastiche eterogenee su base poliolefinica (UNI 10667-16) eco-re-mix (ecological recycling mixtures), che possono essere utilizzate in funzione delle caratteristiche dei prodotti desiderati: base morbida (eco remix flexy), media (eco remix plax) e rigida (eco remix rigid).
Oltre all'impianto, Plaxtech è in grado di fornire ai trasformatori servizi di supporto, che comprendono l'analisi delle materie prime seconde, l'ingegnerizzazione di nuovi prodotti con simulazione 3D, analisi di flusso e FEM, progettazione e realizzazione di camere calde e stampi, fino alla completa assistenza tecnica, sia al macchinario che al processo di produzione. La società è anche in grado di fornire assistenza alla certificazione di di conformità “prodotti verdi”.
Per quanto concerne il potenziale applicativo, si va dagli arredi urbani agli articoli per la viabilità e il giardinaggio, dalle barriere stradali e ferroviarie (fonoassorbenti) a parchi gioco e strutture ludiche, pavimentazioni per esterni. Ma volendo si possono produrre anche contenitori per rifiuti, imballaggi industriali per la movimentazione e il trasporto, prodotti per florovivaistica, componenti per l’edilizia.
La capacità produttiva può arrivare a 3000 kg/h in plastificazione. Secondo il costruttore friulano, ipotizzando un ciclo di lavoro da 60 a 90 battute/ora per 24 ore lavorative, 300 giorni l'anno, la produttività si situa tra 430.000 e 650.000 stampate. Per la gestione si prevede un impegno di 2 persone per turno su tre turni giornalieri.
Vedi anche: "Stampaggio di plastiche miste"
Via Savona, 97 - 20144 Milano (MI)
Tel: +39 02.47711169 - Fax: +39 02.47711188
Web: www.plasticconsult.it - Email: info@plasticconsult.it
Viale Buonarroti, 10 - 28100 Novara (NO)
Tel: 0321 398648 - Fax: 0321 398650
Web: www.leanplastic.it - Email: info@grecuconsulting.com
Via della Merlata, 28 - 20014 Nerviano (MI)
Tel: +39 0331 587171 - Fax: +39 0331 584212
Web: www.frilvam.com/ - Email: frilvam@frilvam.com
Via delle Robinie, 10 - 28040 Mezzomerico (NO)
Tel: +39 032194128 - Fax: +39 0321 961014
Web: www.binovapm.it - Email: info@binovapm.it
Abbiamo visitato la fabbrica di Haitian dove vengono realizzate in un ciclo integrato e altamente automatizzato le macchine della serie Mars.
Nel mese di luglio un percorso in tre step per identificare ed eliminare sprechi e inefficienze nella trasformazione di materie plastiche.


 Il Lean Plastic ® Center opera per il recupero di produttività/prestazioni e strategie (produttive/trasformazione, manageriali e imprenditoriali) dell'industria del settore gomma-plastica.
Il Lean Plastic ® Center opera per il recupero di produttività/prestazioni e strategie (produttive/trasformazione, manageriali e imprenditoriali) dell'industria del settore gomma-plastica. Un’azienda dal respiro internazionale, ma con il cuore e l’attenzione al cliente di una realtà familiare.
Un’azienda dal respiro internazionale, ma con il cuore e l’attenzione al cliente di una realtà familiare.  Binova, avvalendosi della più che trentennale esperienza del proprio personale tecnico maturata nel settore delle materie plastiche, si pone sul mercato progettando e realizzando impianti per la rigenerazione, il compound e l’estrusione di materiali termoplastici.
Binova, avvalendosi della più che trentennale esperienza del proprio personale tecnico maturata nel settore delle materie plastiche, si pone sul mercato progettando e realizzando impianti per la rigenerazione, il compound e l’estrusione di materiali termoplastici.