3 febbraio 2017 08:02
 Specializzata nella produzione di parti in materiale composito, realizzate con tecnologie in autoclave e sottovuoto, la RIBA Composites di Faenza voleva espandersi nei settori dell’automobile e dell’aeronautica. Dovendo investire in nuove attrezzature, la società ha scelto - dopo un’attenta valutazione delle offerte - la linea proposta dal costruttore milanese Cannon Ergos, soluzione chiavi in mano per la trasformazione in serie di materiali compositi sia con tecnologia Press Moulding che in HP-RTM (RTM in alta pressione), utilizzando matrice di resina epossidica e rinforzo in fibra di carbonio.
Specializzata nella produzione di parti in materiale composito, realizzate con tecnologie in autoclave e sottovuoto, la RIBA Composites di Faenza voleva espandersi nei settori dell’automobile e dell’aeronautica. Dovendo investire in nuove attrezzature, la società ha scelto - dopo un’attenta valutazione delle offerte - la linea proposta dal costruttore milanese Cannon Ergos, soluzione chiavi in mano per la trasformazione in serie di materiali compositi sia con tecnologia Press Moulding che in HP-RTM (RTM in alta pressione), utilizzando matrice di resina epossidica e rinforzo in fibra di carbonio.
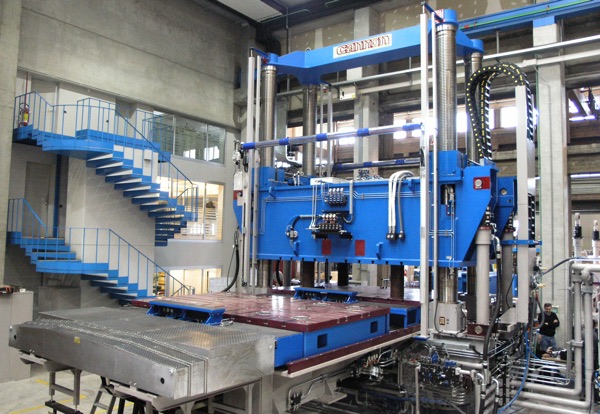
COMPOSIZIONE DELLA LINEA. L’impianto, consegnato a gennaio, comprende una dosatrice in alta pressione a tre componenti E-System per formulazioni epossidiche ad elevata reattività, dotata di una testa di miscelazione a tre componenti LN 10 e controllo delle portate in closed-loop. Il secondo elemento è una pressa a corsa corta, con forza di chiusura di 2.500 tonnellate, piani da 3,6 per 2,4 metri e sistema di controllo attivo del parallelismo, per garantire la perfetta planarità e costanza dimensionale dei pezzi stampati.
La pressa è dotata di due piani inferiori, che traslano completamente sui lati anteriore e posteriore consentendo di effettuare le operazioni di servizio allo stampo – scarico del pezzo stampato, ispezione visiva e eventuale pulizia dello stampo, carico della fibra di Carbonio – in modo ergonomico e preciso su uno dei piani, mentre l’altro è in fase di polimerizzazione, in pressa chiusa.
 PRODUTTIVITÀ VARIABILE. Il tempo di polimerizzazione delle parti in HP-RTM può essere modificato, aumentando la temperatura dello stampo, da 180 a 90 secondi, mentre i tempi di iniezione sono, in linea di massima, inferiori a 30 secondi, con la tendenza a ridurre entrambi i parametri per aumentare la produttività dell’impianto.
PRODUTTIVITÀ VARIABILE. Il tempo di polimerizzazione delle parti in HP-RTM può essere modificato, aumentando la temperatura dello stampo, da 180 a 90 secondi, mentre i tempi di iniezione sono, in linea di massima, inferiori a 30 secondi, con la tendenza a ridurre entrambi i parametri per aumentare la produttività dell’impianto.
I due piani inferiori traslanti consentono un sostanziale aumento della produttività - segnala Cannon -, visto che la pressa è occupata (cioè chiusa) per la maggior parte del tempo disponibile. Un operatore esegue tutte le operazioni di servizio sulla metà inferiore dello stampo nel tempo richiesto per la sequenza “chiusura pressa – iniezione della resina – polimerizzazione” effettuata sul semi-stampo inferiore gemello, chiuso nella pressa.
© Polimerica - Riproduzione riservata
Via della Merlata, 28 - 20014 Nerviano (MI)
Tel: +39 0331 587171 - Fax: +39 0331 584212
Web: www.frilvam.com/ - Email: frilvam@frilvam.com
Via F. de Sanctis, 74 - 20141 Milano (MI)
Tel: +39 02.21118692
Web: www.plasticfinder.it/ - Email: info@plasticfinder.it
Loc. Pian D'Assino, snc - 06019 Umbertide (PG)
Tel: +39 0759417862
Web: www.lucy-plast.it - Email: info@lucy-plast.it
Viale Kennedy , 986 - 21050 Marnate (VA)
Tel: 0331 389077 - Fax: 0331 389078
Web: www.vanettimaster.com/ - Email: vanetti@vanettimaster.com
Da Moretto un sistema integrato per il trasporto e la deumidificazione, ideale in svariate applicazioni, medicale compreso.
Rappresenta anche l'80% del tempo di produzione, ma se non ottimizzato lo rallenta. Insieme a Piovan vediamo come risolvere i problemi più comuni.

 Un’azienda dal respiro internazionale, ma con il cuore e l’attenzione al cliente di una realtà familiare.
Un’azienda dal respiro internazionale, ma con il cuore e l’attenzione al cliente di una realtà familiare. 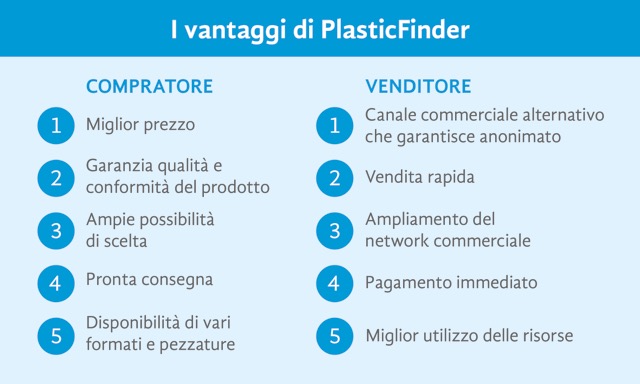 Tutti gli operatori della filiera possono essere al contempo venditori e acquirenti, con la garanzia del completo anonimato e la sicurezza delle transazioni.
Tutti gli operatori della filiera possono essere al contempo venditori e acquirenti, con la garanzia del completo anonimato e la sicurezza delle transazioni. Azienda italiana operante nella rigenerazione e stampaggio ad iniezione di materie plastiche dal 1977.
Azienda italiana operante nella rigenerazione e stampaggio ad iniezione di materie plastiche dal 1977. Vanetti S.p.A., fondata nel 1971, produce masterbatches, Biomasterbatches®, additivi per materie plastiche. Con oltre quarantacinque anni di esperienza nel settore, i prodotti Vanetti vengono utilizzati per la colorazione e additivazione di qualsiasi resina termoplastica.
Vanetti S.p.A., fondata nel 1971, produce masterbatches, Biomasterbatches®, additivi per materie plastiche. Con oltre quarantacinque anni di esperienza nel settore, i prodotti Vanetti vengono utilizzati per la colorazione e additivazione di qualsiasi resina termoplastica.